
新聞中心
推薦產(chǎn)品/RECOMMEND


咨詢電話:
17331253826
新國標(biāo)下金屬棒不圓度嚴(yán)控,你的測量手段過關(guān)嗎?
作者:藍(lán)鵬測控發(fā)布時(shí)間:2026-05-22閱讀次數(shù):次
如果你正在從事冷拔光亮棒、熱軋圓鋼、高速線材的生產(chǎn)加工,一定已經(jīng)感受到了一個(gè)明顯的變化——客戶對(duì)不圓度(橢圓度)的要求,正在肉眼可見地收緊。雙軸測徑儀既完成了外徑尺寸的測量,又對(duì)橢圓度進(jìn)行了檢測。
過去,只要直徑在公差范圍內(nèi)就算合格。現(xiàn)在不行了。越來越多的下游應(yīng)用要求的不僅是“直徑對(duì)”,更要“圓度對(duì)”,而且要求每根都得對(duì)。
標(biāo)準(zhǔn)在升級(jí),客戶在嚴(yán)格。問題是:你的測量手段,跟上節(jié)奏了嗎?
一、標(biāo)準(zhǔn)越來越嚴(yán)——不圓度控制已成為“硬指標(biāo)”
如果不清楚“新國標(biāo)”究竟嚴(yán)格了多少,我們先看幾組具體數(shù)據(jù):
不圓度,即同一橫截面內(nèi)最大直徑與最小直徑的差值,已寫入多項(xiàng)國標(biāo)強(qiáng)制要求:
熱軋盤條:分A、B、C三級(jí)精度。以Φ6.5為例,A級(jí)不圓度≤0.50mm,C級(jí)收緊至≤0.24mm,且不得超過直徑公差的80%。
冷拉圓鋼:不圓度要求更嚴(yán),不大于直徑公差的50%。
高溫合金/耐蝕合金棒材:不圓度≤直徑公差的70%;永磁鋼棒材≤75%。
熱軋圓鋼(GB/T 702-2017):明確涵蓋Φ5.5~380mm規(guī)格的不圓度判定。
趨勢(shì)明確:不圓度已從參考值升級(jí)為合格判定的硬指標(biāo),冶金企業(yè)普遍將其納入SPC監(jiān)控。
二、人工抽檢的致命盲區(qū)——測到了直徑,漏掉了橢圓
絕大多數(shù)工廠仍采用人工定時(shí)抽檢:質(zhì)檢員取樣后用卡尺測量直徑,記錄判定。
兩個(gè)致命短板:一是測不到橢圓度。二是滯后嚴(yán)重。
三、雙軸測徑儀——“合規(guī)時(shí)代的品質(zhì)保障利器”
要破解人工抽檢無法覆蓋不圓度檢測的根本缺陷,就必須在測量原理上進(jìn)行根本變革。
雙軸測徑儀,就是針對(duì)不圓度檢測量身定制的在線解決方案(如要求更高,可使用更多軸數(shù)的測徑儀)。
它的核心原理很簡單:兩組垂直分布的光電測頭,同時(shí)對(duì)棒材同一截面兩個(gè)方向的直徑測量。并計(jì)算橢圓度數(shù)值。
這意味著,橢圓度不再是“隱性指標(biāo)”,而是實(shí)時(shí)可見的量化數(shù)據(jù)。
性能特征詳解:
高速采樣:500~2000Hz,捕捉每一個(gè)截面波動(dòng);
非接觸測量:LED平行光+CCD成像,不傷工件;
高精度:精度可達(dá)±0.003mm~±0.04mm,滿足各項(xiàng)標(biāo)準(zhǔn);
抗抖動(dòng):電子快門與同步采集技術(shù),晃動(dòng)下依然穩(wěn)定;
耐工況:防塵防污設(shè)計(jì),可配冷卻防塵系統(tǒng)適應(yīng)熱軋、粉塵環(huán)境。
四、在線檢測vs傳統(tǒng)抽檢:
在應(yīng)用實(shí)踐中,兩者的實(shí)際表現(xiàn)差距究竟有多大?
覆蓋范圍:
人工:極小比例的抽檢,大量產(chǎn)品漏檢;測徑儀:100%在線全檢,每一根棒材都留下數(shù)據(jù);
測量維度:
人工:單方向測直徑,橢圓度“看不見”;測徑儀:雙軸同步測量,橢圓度實(shí)時(shí)計(jì)算并顯示;
發(fā)現(xiàn)時(shí)機(jī)
人工:事后抽檢,發(fā)現(xiàn)問題時(shí)已產(chǎn)生大量廢品;測徑儀:實(shí)時(shí)監(jiān)測,超標(biāo)即刻報(bào)警,操作工馬上調(diào)整;
數(shù)據(jù)管理
人工:紙筆記錄,易出錯(cuò)、難追溯;測徑儀:自動(dòng)傳輸存儲(chǔ),滿足客戶品質(zhì)審查;
測量一致性
人工:受操作人員狀態(tài)影響較大;測徑儀:機(jī)器自動(dòng)測量,數(shù)據(jù)穩(wěn)定一致;
時(shí)效性
人工:需冷卻后取樣,數(shù)據(jù)滯后;測徑儀:可測熱態(tài)軋材,實(shí)時(shí)反映產(chǎn)線狀況;
五、來自鋼鐵產(chǎn)線的檢驗(yàn)
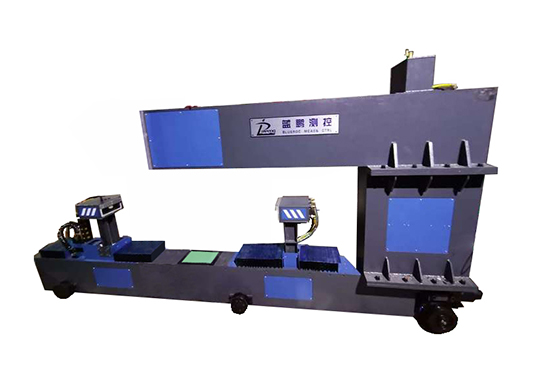
某特殊鋼廠在圓鋼產(chǎn)線上引入了雙軸測徑儀,用于對(duì)生產(chǎn)產(chǎn)線的圓鋼進(jìn)行外徑及橢圓度的尺寸檢測。設(shè)備測量范圍為0-65mm,精度±0.02mm,測量頻率2000Hz,可直接將測量數(shù)據(jù)傳輸至電腦,便于品質(zhì)追溯。
另一鋼廠在探傷線上安裝了雙軸測徑儀,對(duì)Φ13~Φ60mm規(guī)格的棒材進(jìn)行全覆蓋在線檢測,測量精度達(dá)到±0.02mm,每秒測量2000個(gè)截面。當(dāng)棒材尺寸超出設(shè)定的公差范圍時(shí),系統(tǒng)自動(dòng)觸發(fā)聲光報(bào)警,操作工可立即調(diào)整模具或軋機(jī)參數(shù),將問題消滅在生產(chǎn)過程中。軟件界面同步顯示棒材的最大/最小直徑、平均直徑、橢圓度、截面圖以及公差帶,所有數(shù)據(jù)自動(dòng)傳輸存儲(chǔ),形成完整的品質(zhì)追溯鏈條。
六、你的產(chǎn)線,到了該升級(jí)的時(shí)候嗎?
回到開篇的問題:你的測量手段,過關(guān)了嗎?
如果你的產(chǎn)線還在依賴人工抽檢,回答下面三個(gè)問題就會(huì)心中有數(shù):
你能保證每一根棒材的不圓度都在新國標(biāo)要求之內(nèi)嗎?單方向卡尺讀數(shù)無法覆蓋橢圓問題,這是物理原理決定的。
當(dāng)出現(xiàn)橢圓度超差時(shí),你能否第一時(shí)間發(fā)現(xiàn)并調(diào)整?抽檢的滯后性注定了發(fā)現(xiàn)問題時(shí)廢品已經(jīng)產(chǎn)生。
客戶要求出具每批次不圓度檢測報(bào)告時(shí),你拿得出來嗎?全面、可追溯的在線數(shù)據(jù)是應(yīng)對(duì)高端客戶品質(zhì)審查的“通行證”。
如果你的答案是“不能”或“不確定”,那么你的測量手段確實(shí)存在風(fēng)險(xiǎn)。
當(dāng)標(biāo)準(zhǔn)收緊、客戶嚴(yán)格、競爭對(duì)手的品控手段同步升級(jí),每一根棒材的不圓度都不再是“小問題”,而是關(guān)乎訂單去留的“生死線”。
過去,只要直徑在公差范圍內(nèi)就算合格。現(xiàn)在不行了。越來越多的下游應(yīng)用要求的不僅是“直徑對(duì)”,更要“圓度對(duì)”,而且要求每根都得對(duì)。
標(biāo)準(zhǔn)在升級(jí),客戶在嚴(yán)格。問題是:你的測量手段,跟上節(jié)奏了嗎?
一、標(biāo)準(zhǔn)越來越嚴(yán)——不圓度控制已成為“硬指標(biāo)”
如果不清楚“新國標(biāo)”究竟嚴(yán)格了多少,我們先看幾組具體數(shù)據(jù):
不圓度,即同一橫截面內(nèi)最大直徑與最小直徑的差值,已寫入多項(xiàng)國標(biāo)強(qiáng)制要求:
熱軋盤條:分A、B、C三級(jí)精度。以Φ6.5為例,A級(jí)不圓度≤0.50mm,C級(jí)收緊至≤0.24mm,且不得超過直徑公差的80%。
冷拉圓鋼:不圓度要求更嚴(yán),不大于直徑公差的50%。
高溫合金/耐蝕合金棒材:不圓度≤直徑公差的70%;永磁鋼棒材≤75%。
熱軋圓鋼(GB/T 702-2017):明確涵蓋Φ5.5~380mm規(guī)格的不圓度判定。
趨勢(shì)明確:不圓度已從參考值升級(jí)為合格判定的硬指標(biāo),冶金企業(yè)普遍將其納入SPC監(jiān)控。
二、人工抽檢的致命盲區(qū)——測到了直徑,漏掉了橢圓
絕大多數(shù)工廠仍采用人工定時(shí)抽檢:質(zhì)檢員取樣后用卡尺測量直徑,記錄判定。
兩個(gè)致命短板:一是測不到橢圓度。二是滯后嚴(yán)重。
三、雙軸測徑儀——“合規(guī)時(shí)代的品質(zhì)保障利器”
要破解人工抽檢無法覆蓋不圓度檢測的根本缺陷,就必須在測量原理上進(jìn)行根本變革。
雙軸測徑儀,就是針對(duì)不圓度檢測量身定制的在線解決方案(如要求更高,可使用更多軸數(shù)的測徑儀)。
它的核心原理很簡單:兩組垂直分布的光電測頭,同時(shí)對(duì)棒材同一截面兩個(gè)方向的直徑測量。并計(jì)算橢圓度數(shù)值。
這意味著,橢圓度不再是“隱性指標(biāo)”,而是實(shí)時(shí)可見的量化數(shù)據(jù)。
性能特征詳解:
高速采樣:500~2000Hz,捕捉每一個(gè)截面波動(dòng);
非接觸測量:LED平行光+CCD成像,不傷工件;
高精度:精度可達(dá)±0.003mm~±0.04mm,滿足各項(xiàng)標(biāo)準(zhǔn);
抗抖動(dòng):電子快門與同步采集技術(shù),晃動(dòng)下依然穩(wěn)定;
耐工況:防塵防污設(shè)計(jì),可配冷卻防塵系統(tǒng)適應(yīng)熱軋、粉塵環(huán)境。
四、在線檢測vs傳統(tǒng)抽檢:
在應(yīng)用實(shí)踐中,兩者的實(shí)際表現(xiàn)差距究竟有多大?
覆蓋范圍:
人工:極小比例的抽檢,大量產(chǎn)品漏檢;測徑儀:100%在線全檢,每一根棒材都留下數(shù)據(jù);
測量維度:
人工:單方向測直徑,橢圓度“看不見”;測徑儀:雙軸同步測量,橢圓度實(shí)時(shí)計(jì)算并顯示;
發(fā)現(xiàn)時(shí)機(jī)
人工:事后抽檢,發(fā)現(xiàn)問題時(shí)已產(chǎn)生大量廢品;測徑儀:實(shí)時(shí)監(jiān)測,超標(biāo)即刻報(bào)警,操作工馬上調(diào)整;
數(shù)據(jù)管理
人工:紙筆記錄,易出錯(cuò)、難追溯;測徑儀:自動(dòng)傳輸存儲(chǔ),滿足客戶品質(zhì)審查;
測量一致性
人工:受操作人員狀態(tài)影響較大;測徑儀:機(jī)器自動(dòng)測量,數(shù)據(jù)穩(wěn)定一致;
時(shí)效性
人工:需冷卻后取樣,數(shù)據(jù)滯后;測徑儀:可測熱態(tài)軋材,實(shí)時(shí)反映產(chǎn)線狀況;
五、來自鋼鐵產(chǎn)線的檢驗(yàn)
某特殊鋼廠在圓鋼產(chǎn)線上引入了雙軸測徑儀,用于對(duì)生產(chǎn)產(chǎn)線的圓鋼進(jìn)行外徑及橢圓度的尺寸檢測。設(shè)備測量范圍為0-65mm,精度±0.02mm,測量頻率2000Hz,可直接將測量數(shù)據(jù)傳輸至電腦,便于品質(zhì)追溯。
另一鋼廠在探傷線上安裝了雙軸測徑儀,對(duì)Φ13~Φ60mm規(guī)格的棒材進(jìn)行全覆蓋在線檢測,測量精度達(dá)到±0.02mm,每秒測量2000個(gè)截面。當(dāng)棒材尺寸超出設(shè)定的公差范圍時(shí),系統(tǒng)自動(dòng)觸發(fā)聲光報(bào)警,操作工可立即調(diào)整模具或軋機(jī)參數(shù),將問題消滅在生產(chǎn)過程中。軟件界面同步顯示棒材的最大/最小直徑、平均直徑、橢圓度、截面圖以及公差帶,所有數(shù)據(jù)自動(dòng)傳輸存儲(chǔ),形成完整的品質(zhì)追溯鏈條。
六、你的產(chǎn)線,到了該升級(jí)的時(shí)候嗎?
回到開篇的問題:你的測量手段,過關(guān)了嗎?
如果你的產(chǎn)線還在依賴人工抽檢,回答下面三個(gè)問題就會(huì)心中有數(shù):
你能保證每一根棒材的不圓度都在新國標(biāo)要求之內(nèi)嗎?單方向卡尺讀數(shù)無法覆蓋橢圓問題,這是物理原理決定的。
當(dāng)出現(xiàn)橢圓度超差時(shí),你能否第一時(shí)間發(fā)現(xiàn)并調(diào)整?抽檢的滯后性注定了發(fā)現(xiàn)問題時(shí)廢品已經(jīng)產(chǎn)生。
客戶要求出具每批次不圓度檢測報(bào)告時(shí),你拿得出來嗎?全面、可追溯的在線數(shù)據(jù)是應(yīng)對(duì)高端客戶品質(zhì)審查的“通行證”。
如果你的答案是“不能”或“不確定”,那么你的測量手段確實(shí)存在風(fēng)險(xiǎn)。
當(dāng)標(biāo)準(zhǔn)收緊、客戶嚴(yán)格、競爭對(duì)手的品控手段同步升級(jí),每一根棒材的不圓度都不再是“小問題”,而是關(guān)乎訂單去留的“生死線”。