新聞中心
推薦產(chǎn)品/RECOMMEND


咨詢電話:
17331253826
鋼材中常見(jiàn)的缺陷 減少缺陷從檢測(cè)開(kāi)始
作者:藍(lán)鵬測(cè)控發(fā)布時(shí)間:2021-10-22閱讀次數(shù):次
鋼材缺陷無(wú)疑對(duì)產(chǎn)品外觀及品質(zhì)有著巨大的影響,影響有大有小,但不論是哪種缺陷,減少表面缺陷的產(chǎn)生,尤其有重大危害的缺陷是軋鋼廠要解決的問(wèn)題,而減少缺陷生產(chǎn),更應(yīng)及時(shí)檢測(cè),只有實(shí)時(shí)了解缺陷產(chǎn)生的時(shí)間,并批量對(duì)多種缺陷進(jìn)行分析,才能有效的遏制缺陷生產(chǎn),降低廢品。
鋼材常見(jiàn)缺陷有三種,表面質(zhì)量缺陷、內(nèi)部缺陷、外形尺寸缺陷。
表面質(zhì)量缺陷
1、表面裂紋:指鋼材表面呈直線形的裂紋現(xiàn)象,一般應(yīng)與鍛造或軋制方向一致。
形成原因:主要是因?yàn)樵诩庸ぃㄥ懺臁④堉啤崽幚碚{(diào)質(zhì))過(guò)程中因表面過(guò)燒、脫碳、疏松、變形和內(nèi)應(yīng)力過(guò)大以及表面硫、磷雜質(zhì)含量較多而產(chǎn)生的發(fā)紋、熱裂紋和冷裂紋。
表面裂紋可以通過(guò)肉眼觀察、酸洗、磁粉探傷、著色檢驗(yàn)和金相等方法檢驗(yàn)出來(lái)。在確認(rèn)裂紋時(shí),必須注意區(qū)分鋼材表面的氧化皮本身質(zhì)脆疏松經(jīng)過(guò)輕微彎曲而呈現(xiàn)的裂紋,而鋼材本身并沒(méi)有裂紋。
2、重皮與折疊:鋼材表面黏結(jié)的呈舌狀或鱗狀的金屬薄片,在局部表面形成重疊,有明顯的折疊紋。形成原因:在熱加工過(guò)程中由于鋼坯上的飛邊、毛刺、凹陷、夾雜物、皮下氣孔和表面疏松等,在熱變形時(shí)金屬流變,開(kāi)口于表面形成重皮與折疊。
3、耳子:指鋼材表面沿軋制方向延伸的凹起。形成原因:軋機(jī)孔型間隙過(guò)大,使鋼材表面沿孔隙形成凸起。
4、刮傷:也叫劃傷,指鋼材表面在外力作用下呈直線或弧形的溝痕(可見(jiàn)到溝底)。
檢測(cè)方法
偏析:實(shí)際上是鋼中化學(xué)成分不均分現(xiàn)象的總稱。偏析是在鋼錠澆注凝固過(guò)程中,由于選擇結(jié)晶和擴(kuò)散作用引起某些元素的聚集。偏析是一般生產(chǎn)情況下無(wú)法避免的。
疏松:鋼材內(nèi)部的孔隙,鋼錠在凝固過(guò)程中,由于晶間部分低熔點(diǎn)物質(zhì)最后凝固收縮和放出氣體產(chǎn)生空隙,而在熱加工過(guò)程中未配焊管。
夾雜:夾雜分金屬夾雜和非金屬夾雜。
縮孔:鋼錠澆注時(shí),最后凝固的部分(心部)鋼液凝固收縮后得不到填充而遺留的宏觀孔穴,縮孔主要形成在鋼錠頭部(帽口端)。
氣泡:鋼錠澆注過(guò)程中所產(chǎn)生的氣體和放出的氣體造成的缺陷。
裂紋:主要是兩種,一種是鋼錠在凝固冷卻時(shí),由于某種原因而產(chǎn)生的內(nèi)部撕裂,在鍛軋過(guò)程中未能焊合;另一種則由于鍛造不當(dāng)而產(chǎn)生的內(nèi)部開(kāi)裂。
白點(diǎn):一般認(rèn)為是氫和組織應(yīng)力的作用,就是氫氣脫析集到疏松微孔中產(chǎn)生巨大壓力和鋼相變時(shí)所產(chǎn)生的局部?jī)?nèi)應(yīng)力聯(lián)合造成的細(xì)小裂縫。
外形尺寸缺陷
1、尺寸起差:包括鋼材的長(zhǎng)度、直徑、厚度、正負(fù)公差、修磨深度、寬度等尺寸不符合訂貨標(biāo)準(zhǔn)的要求。
2、橢圓度:指圓形截面的鋼材截面上最大最小直徑之差。
3、彎曲度:鋼材在長(zhǎng)度和寬度方向不平直,不同材料的彎曲度有不同的名稱,型材以彎曲度表示;板、帶則以鐮刀彎、波浪彎、飄曲度表示。
4、扭轉(zhuǎn):條形鋼材沿軸向扭成螺旋狀。
鋼材常見(jiàn)缺陷有三種,表面質(zhì)量缺陷、內(nèi)部缺陷、外形尺寸缺陷。
表面質(zhì)量缺陷
1、表面裂紋:指鋼材表面呈直線形的裂紋現(xiàn)象,一般應(yīng)與鍛造或軋制方向一致。
形成原因:主要是因?yàn)樵诩庸ぃㄥ懺臁④堉啤崽幚碚{(diào)質(zhì))過(guò)程中因表面過(guò)燒、脫碳、疏松、變形和內(nèi)應(yīng)力過(guò)大以及表面硫、磷雜質(zhì)含量較多而產(chǎn)生的發(fā)紋、熱裂紋和冷裂紋。
表面裂紋可以通過(guò)肉眼觀察、酸洗、磁粉探傷、著色檢驗(yàn)和金相等方法檢驗(yàn)出來(lái)。在確認(rèn)裂紋時(shí),必須注意區(qū)分鋼材表面的氧化皮本身質(zhì)脆疏松經(jīng)過(guò)輕微彎曲而呈現(xiàn)的裂紋,而鋼材本身并沒(méi)有裂紋。
2、重皮與折疊:鋼材表面黏結(jié)的呈舌狀或鱗狀的金屬薄片,在局部表面形成重疊,有明顯的折疊紋。形成原因:在熱加工過(guò)程中由于鋼坯上的飛邊、毛刺、凹陷、夾雜物、皮下氣孔和表面疏松等,在熱變形時(shí)金屬流變,開(kāi)口于表面形成重皮與折疊。
3、耳子:指鋼材表面沿軋制方向延伸的凹起。形成原因:軋機(jī)孔型間隙過(guò)大,使鋼材表面沿孔隙形成凸起。
4、刮傷:也叫劃傷,指鋼材表面在外力作用下呈直線或弧形的溝痕(可見(jiàn)到溝底)。
檢測(cè)方法
輪廓儀可對(duì)多種類型的表面缺陷進(jìn)行檢測(cè),劃痕、折疊、凸起、凹坑、錯(cuò)輥、耳子、刮傷、裂紋等均可進(jìn)行在線檢測(cè),它是以激光原理進(jìn)行全方位檢測(cè)的設(shè)備,是在線非接觸式測(cè)量的儀器,輪廓儀通過(guò)對(duì)橫截面進(jìn)行監(jiān)測(cè),隨后形成高分辨率顯示完整表面,從而允許檢測(cè)出局部和周期性的表面缺陷,以及軋制產(chǎn)品的尺寸變化。
偏析:實(shí)際上是鋼中化學(xué)成分不均分現(xiàn)象的總稱。偏析是在鋼錠澆注凝固過(guò)程中,由于選擇結(jié)晶和擴(kuò)散作用引起某些元素的聚集。偏析是一般生產(chǎn)情況下無(wú)法避免的。
疏松:鋼材內(nèi)部的孔隙,鋼錠在凝固過(guò)程中,由于晶間部分低熔點(diǎn)物質(zhì)最后凝固收縮和放出氣體產(chǎn)生空隙,而在熱加工過(guò)程中未配焊管。
夾雜:夾雜分金屬夾雜和非金屬夾雜。
縮孔:鋼錠澆注時(shí),最后凝固的部分(心部)鋼液凝固收縮后得不到填充而遺留的宏觀孔穴,縮孔主要形成在鋼錠頭部(帽口端)。
氣泡:鋼錠澆注過(guò)程中所產(chǎn)生的氣體和放出的氣體造成的缺陷。
裂紋:主要是兩種,一種是鋼錠在凝固冷卻時(shí),由于某種原因而產(chǎn)生的內(nèi)部撕裂,在鍛軋過(guò)程中未能焊合;另一種則由于鍛造不當(dāng)而產(chǎn)生的內(nèi)部開(kāi)裂。
白點(diǎn):一般認(rèn)為是氫和組織應(yīng)力的作用,就是氫氣脫析集到疏松微孔中產(chǎn)生巨大壓力和鋼相變時(shí)所產(chǎn)生的局部?jī)?nèi)應(yīng)力聯(lián)合造成的細(xì)小裂縫。
外形尺寸缺陷
1、尺寸起差:包括鋼材的長(zhǎng)度、直徑、厚度、正負(fù)公差、修磨深度、寬度等尺寸不符合訂貨標(biāo)準(zhǔn)的要求。
2、橢圓度:指圓形截面的鋼材截面上最大最小直徑之差。
3、彎曲度:鋼材在長(zhǎng)度和寬度方向不平直,不同材料的彎曲度有不同的名稱,型材以彎曲度表示;板、帶則以鐮刀彎、波浪彎、飄曲度表示。
4、扭轉(zhuǎn):條形鋼材沿軸向扭成螺旋狀。
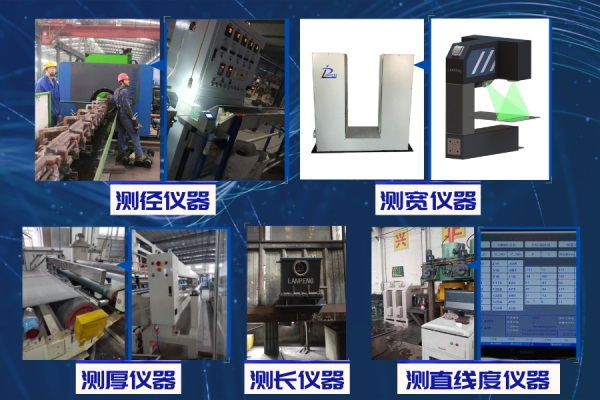
檢測(cè)方法:智能測(cè)徑儀用于檢測(cè)直徑、橢圓度;測(cè)寬儀檢測(cè)寬度;激光測(cè)厚儀檢測(cè)厚度;直線度測(cè)量?jī)x檢測(cè)彎曲度。